大倉陶園 技法について
大倉陶園 技法について
― 品質へのこだわり ―
1919(大正8)年、「良きが上にも良きものを」という大倉孫兵衛、和親父子のもとに創立された
大倉陶園は、上質の原料を用い、品質の高い磁器を作り続けています。
製品は“セーブルのブルー、オークラのホワイト”と称され、
“色の白さ、磁器質の硬さ、肌のなめらかさ”に大きな特徴があります。
さらに大倉陶園独自の技法である『岡染め』『エンボス』『漆蒔き』などの技法は、
他には見られない品格のある個性を醸し出します。
白磁

大倉陶園は創立以来「良きが上にも良きものを」を理念として数々の名品を創り続けてまいりました。 完璧な白磁の美しさを創り上げるために、最高級カオリンを贅沢に使用。世界でも類を見ない1460度の高温で本焼成をするなど、卓越した技法を完成させました。
岡染め
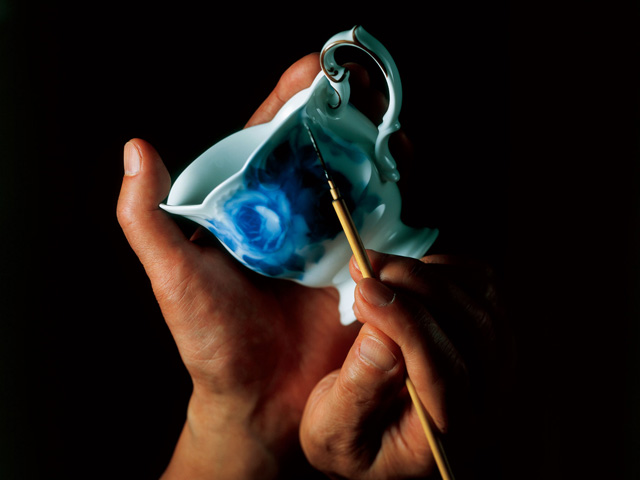
炎の芸術が創り出す神秘の色彩。大倉陶園独特の技法で、本焼成した白生地にコバルト絵具で絵付けをし、再度1460度の高温で焼成します。 この間コバルトの青色は釉薬(うわぐすり)と柔らかに融合し、深みと優しさを加えながら美しい文様を作り上げます。
手描き

繊細な日本画の技法を用いた素描き技法。多様な調子のある絵を表現できます。入魂の筆先に咲き広がる花々は、薫りまで伝わってきそうなほどに瑞々しく、 その精緻な美しさに息をのみます。国家技能検定1級を取得した選りすぐりの絵師たちが心を込めて制作する品々はまさに芸術品。美術的にも高い価値を備えています。
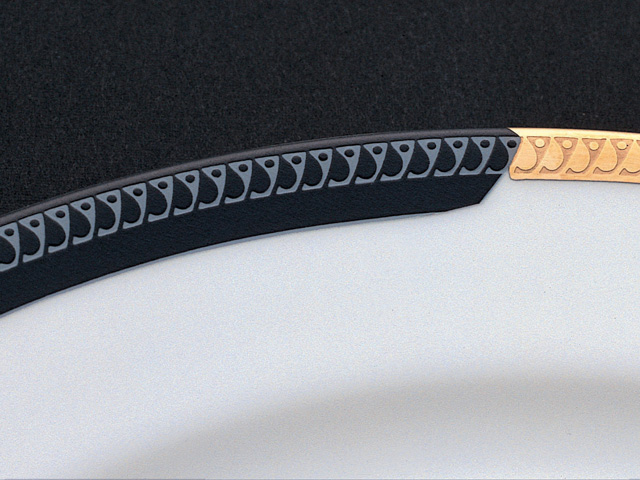
エンボス

金色の模様を浮き出させるエンボス技法。型抜き直後の柔らかい成形生地に、ローラーを回転させながら模様を刻み込み、その部分のみ釉を施さず本焼きします。 その後さらに金を焼き付ける、大変に繊細で複雑な装飾技法です。高度の熟練を要するため、今日メーカーとしては大倉陶園だけが保持する貴重な技能遺産となっています。
瑠璃

白生地の上にコバルト質絵具をむらなく付け、本焼窯で焼き付けるという工程は岡染と同様です。 白生地の釉面にコバルト質絵具が一様に溶け込み、光沢のある深い紺青色が生み出されます。瑠璃と白磁の境目には、独特の美しいにじみが生まれます。
金蝕
金蝕(エッチング)にはサンドブラストの方法を用います。本焼成した白生地にマスキング用の絵模様を貼り付け、細かい砂を噴射して生地の表面を削り、モチーフを浮き彫りにします。 金を施して焼成すると、マスキング部分と削られた部分で金の光沢に差が生まれ模様が浮かび上がります。
漆蒔

大倉陶園は、創立者である大倉孫兵衛の「此上なき美術品を作り度し」という創立時の夢を具現化するために、数々の新技法を開発、独自の美を紡ぎ出してきました。 例えば、他の技法では出せない色の深み・艶やかさを表現するための漆蒔技法。漆の上に絵具の粉を蒔き、それを綿で軽く擦りながら丹念に染み込ませていくこの技法は、現在メーカーとしては大倉陶園だけが保有する秘伝の技。世界から高い評価を受けています。
呉須

施釉前の素焼素地に彩色する技法です。主にコバルトを含む顔料を用い、釉薬の下に着色するため、耐久性が高くなります。最も伝統的な装飾法であり、落ち着きのある凛とした色となります。
― 大倉陶園の白磁について ―
大倉陶園 白磁の歴史
大倉陶園は1919(大正8)年「良きが上にも良きものを」という理念のもとに大倉孫兵衛、和親父子により創立致しました。
以来、日本における最高級の洋食器メーカーとして、美術的価値の高い磁器を作り続けてまいりました。
白磁には“色の白さ、磁器質の硬さ、肌のなめらかさ”に大きな特徴がございます。
 大倉孫兵衞 |
 大倉和親 |
大倉陶園 初窯品 誕生物語
『白磁薄肉彫蓋付菓子鉢』(非売品)
実用食器の主眼は
一、美観のあること -装飾物ではない
二、清浄なこと -汚れっぽくてはいけない
三、使い途にあっていること -日常生活に役立てば必ず喜ばれる
四、堅固なこと -強くなくてはいけない
この四点であることを確信します。
創立から白磁の開発を始め、完成するまでに3年余りをかけることとなります。 磁器の性質を決めるのは、主に原料と焼成温度です。一般的には焼成温度を高くするほど磁器は硬くなり、結果として薄くても割れにくくなります。 その高温に耐え、なおかつ白さを有する原料を探し求めることとなりました。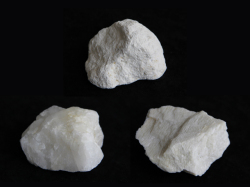
原料3種
【カオリン(上側中央)】
【珪石(左側)】【長石(右側)】
温度については当時のフランスリモージュの焼成温度を参考にし、1460℃とすることになったといいます。 この温度帯は10℃上げるだけで莫大な燃料を必要とし、特殊な窯や原料の調合が必要となります。 そのため現在では1460℃という高温で焼成するメーカーは、世界で大倉陶園のみとなっています。
そして様々な方面からの研究を重ねた結果、1922年(大正11年)、念願の“色の白さ、磁器質の硬さ、肌のなめらかさ”を併せ持つ、 世に出る最初の製品『白磁薄肉彫蓋付菓子鉢』が完成しました。鳳凰を描く心に最高の美術陶磁器たらんとする矜持が窺われます。
現在の本窯(トンネル窯)
窯の中央部分で1460℃に達します。
以降全ての商品に同じ方法を使用し、 100周年を超えた現在も美術的価値の高い白磁を作り続けています。
“色の白さ、磁器質の硬さ、肌のなめらかさ”を追求した
白磁の製造工程の一部をご紹介いたします。
「白磁ができるまで①」
「白磁ができるまで②」